
مقدمة
طلاء المسحوق هو معالجة سطحية تُستخدم بكثرة في تصنيع أنظمة حماية الحواف. لتحقيق أفضل النتائج، من الضروري فهم العوامل المؤثرة في عملية طلاء معدات طلاء المسحوق. في هذه التدوينة، سنناقش ستة عوامل رئيسية تؤثر بشكل كبير على فعالية تطبيق طلاء المسحوق.
ما هو مسحوق الطلاء الكهروستاتيكي؟
طلاء المسحوق هو طريقة شائعة الاستخدام لمعالجة الأسطح، حيث يُرش مسحوق البلاستيك على المنتج. ويُشار إليه أيضًا باسم طلاء المسحوق الكهروستاتيكي. تتميز هذه التقنية بمزايا عديدة مقارنةً بطرق رش الطلاء التقليدية، بما في ذلك التكنولوجيا المتقدمة، وكفاءة الطاقة، والسلامة، والموثوقية، والألوان الزاهية.
مبدأ عمل وعملية طلاء المسحوق
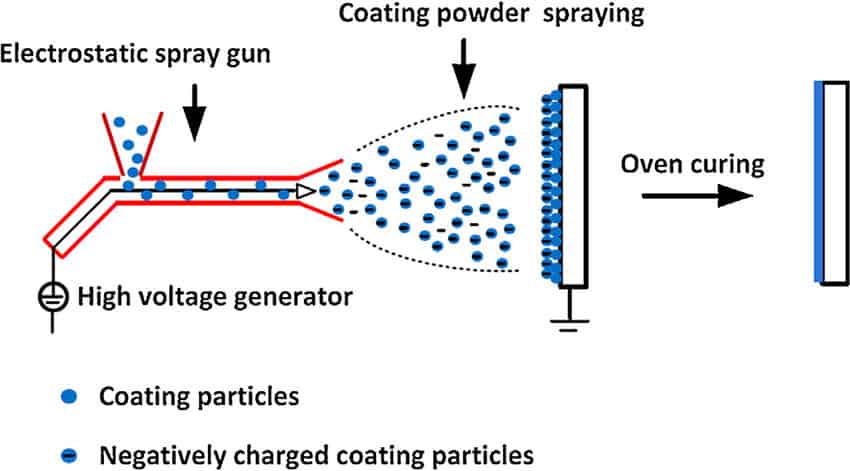
المبدأ الأساسي لطلاء المسحوق الكهروستاتيكي هو كما يلي:
يُشحن مسحوق البلاستيك بواسطة معدات كهروستاتيكية عالية الجهد. تحت تأثير المجال الكهربائي، يتحول كل جسيم من المسحوق إلى جسيم طلاء مشحون. بفضل القوة الكهروستاتيكية، يلتصق طلاء المسحوق، المعروف أيضًا باسم مسحوق البلاستيك، بشكل موحد بقطعة العمل المعدنية، مكونًا طبقة طلاء مسحوقية. بعد الخبز في درجة حرارة عالية وتبريدها طبيعيًا، تذوب جزيئات البلاستيك وتشكل طبقة رقيقة كثيفة ومتنوعة على سطح قطعة العمل.
خطوات عملية طلاء المسحوق الكهروستاتيكي:
يُشحن مسحوق البلاستيك بواسطة معدات كهروستاتيكية عالية الجهد. تحت تأثير المجال الكهربائي، يتحول كل جسيم من المسحوق إلى جسيم طلاء مشحون. بفضل القوة الكهروستاتيكية، يلتصق طلاء المسحوق، المعروف أيضًا باسم مسحوق البلاستيك، بشكل موحد بقطعة العمل المعدنية، مكونًا طبقة طلاء مسحوقية. بعد الخبز في درجة حرارة عالية وتبريدها طبيعيًا، تذوب جزيئات البلاستيك وتشكل طبقة رقيقة كثيفة ومتنوعة على سطح قطعة العمل.
- المعالجة المسبقة:
لضمان التصاق المسحوق جيدًا بسطح المعدن، تُجرى عملية معالجة أولية. تشمل هذه العملية إزالة الشحوم، والغسل بالماء، والغسل الحمضي، والغسل بالماء، والفوسفات، والغسل بالماء، والتجفيف. تُزيل هذه المعالجة الأولية الزيت والصدأ والغبار من السطح، وتُكوّن طبقة فوسفاتية متجانسة وخشنة تمنع الصدأ وتُعزز التصاق طلاء المسحوق.

حاجز حماية الحافة قبل طلاء المسحوق
2. الرش الكهروستاتيكي:
يُرشّ طلاء المسحوق بالتساوي على سطح قطعة العمل باستخدام مبدأ الجذب الكهروستاتيكي. تُشحن جسيمات المسحوق بواسطة معدات كهروستاتيكية عالية الجهد، ثم تنجذب إلى قطعة العمل المعدنية المؤرضة، مُشكّلةً طبقة طلاء مسحوق.

طلاء مسحوق أوتوماتيكي
3. المعالجة بدرجة حرارة عالية:
بعد الرش الكهروستاتيكي، تُنقل قطعة العمل إلى فرن المعالجة. تُسخّن إلى درجة حرارة محددة مسبقًا (عادةً حوالي 200 درجة مئوية) ويتم الاحتفاظ بها عند تلك درجة الحرارة لمدة 15 ل 30 دقائق. يُذيب هذا الطلاء المسحوق ويُسوّيه ويُعالجه، مما يُنتج سطحًا متينًا وناعمًا. قد تختلف درجة حرارة ووقت المعالجة المحددين حسب حجم ونوع قطعة العمل.

فرن المعالجة بدرجة حرارة عالية
4. التبريد بعد المعالجة:
تُبرَّد قطعة العمل إلى درجة الحرارة العادية بعد إخراجها من فرن المعالجة، مما يسمح للطلاء بالتصلب والاستقرار.
5. المعالجة الزخرفية (اختياري):
إذا رغبت في ذلك، يمكن أن تخضع قطعة العمل لمعالجات زخرفية إضافية لتحقيق تأثيرات مظهرية محددة مثل حبيبات الخشب أو الأنماط أو اللمعان.

6 عوامل تؤثر على رش معدات طلاء المسحوق
حجم جسيمات المسحوق:
يؤثر حجم جزيئات المسحوق بشكل كبير على أقصى سماكة طلاء ممكنة. مع زيادة حجم جزيئات المسحوق، يزداد أيضًا أقصى سماكة طلاء. عادةً، يتم التحكم في سماكة الطلاء ضمن نطاق 40–120ميكرومتر.

مسافة الرش:
مسافة الرش عامل مهم في عملية التحكم بسماكة الطلاء. زيادة مسافة الرش تؤدي إلى انخفاض سماكة الطلاء وانخفاض كفاءة طلاء المسحوق. عادةً، يتم التحكم في مسافة الرش بين 100-300مم. في الإنتاج الفعلي، يجب تعديل مسافة الرش بناءً على شكل الجسم المراد طلائه.
معدل تدفق المسحوق:
يتأثر سُمك الطلاء أيضًا بمعدل تدفق المسحوق. في المرحلة الأولى من الرش الكهروستاتيكي، يؤدي ارتفاع معدل تدفق المسحوق إلى زيادة سُمك الطلاء. ومع ذلك، في المراحل اللاحقة من الرش، تؤدي زيادة معدل تدفق المسحوق إلى انخفاض كفاءة طلاء المسحوق. بشكل عام، يجب التحكم في معدل تدفق المسحوق ضمن نطاق 70-1000جرام/دقيقة.
حجم الكائن:
يؤثر حجم الجسم المراد طلاؤه بشكل مباشر على مساحة التغطية. ومع ذلك، نظرًا لمحدودية قطر مسدس الرش الكهروستاتيكي، قد لا يكون من الممكن تحقيق تغطية كاملة خلال وقت الرش المحدد. في هذه الحالات، قد يلزم زيادة عدد مسدسات الرش، وتعديل حجم حجرة طلاء المسحوق وفقًا لذلك. بالإضافة إلى ذلك، يجب اختيار أنواع مختلفة من الفوهات لأشكال التشكيلات المختلفة، مثل الفوهات المسطحة للتشكيلات المعقدة، والفوهات ذات العاكسات الجرسية للتشكيلات المسطحة.

الطلاء اليدوي
وقت الرش:
يؤثر وقت الرش على معدل ترسيب المسحوق. فإطالة وقت الرش تزيد من إنتاج المسحوق، لكنها تقلل من معدل الترسيب، مما يمنع زيادة سماكة الطلاء. لذلك، يجب تحديد الحد الأدنى والمناسب لوقت الرش من خلال التجارب.
التأين الخلفي:
يشير التأين العكسي إلى ظاهرة تكوّن ثقوب دقيقة تشبه قرص العسل بعد الوصول إلى سُمك مُعين للطلاء، مما يُؤدي إلى خشونته عند رشّه مُستمرًا. كلما زاد سُمك الطلاء، زادت الشحنة الكهروستاتيكية، وزادت شدة المجال الكهربائي السطحي، مما يزيد من احتمالية انهيار العزل الموضعي وتكوين ثقوب دقيقة. لذلك، من المهم التحكم في سُمك الطلاء المُناسب.
خاتمة
أهم شيء عند إنتاج نظام حماية الحافة الهدف هو معالجة التحديات التي يفرضها حل الحواف والزوايا الحادة في عملية الطلاء.
من خلال الأخذ في الاعتبار العوامل الرئيسية التي تؤثر على تطبيق معدات طلاء المسحوق، يمكننا تقليل المشاكل مثل سمك الطلاء غير المتساوي، وتراكم الطلاء المفرط، وفشل الطلاء المحتمل على الحواف والزوايا. لا يضمن هذا فقط النهاية الجذابة بصريًا، بل يوفر أيضًا حماية طويلة الأمد لمجموعة واسعة من الكائنات، مما يؤدي إلى زيادة رضا العملاء ونجاح المنتج.
بادر الآن بالبحث عن أنظمة حماية حواف عالية الجودة مصممة خصيصًا لتلبية احتياجات مشروعك ومنتجاتك. استشر خبراء في هذا المجال للتعرف على أفضل الممارسات وأحدث التطورات في مجال حماية الحواف.


