
Ievads
Pulverkrāsošana ir virsmas apstrāde, ko bieži izmanto malu aizsardzības sistēmu ražošanā. Lai sasniegtu labākos iespējamos rezultātus, ir svarīgi izprast faktorus, kas ietekmē pulverkrāsošanas iekārtu pārklāšanas procesu. Šajā emuāra ierakstā mēs apspriedīsim sešus galvenos faktorus, kas var būtiski ietekmēt pulvera pārklājuma uzklāšanas efektivitāti.
Kas ir elektrostatiskais pulvera pārklājums?
Pulverkrāsošana ir plaši izmantota virsmas apstrādes metode, kurā uz izstrādājuma tiek izsmidzināts plastmasas pulveris. To parasti dēvē arī par elektrostatisko pulvera pārklājumu. Šai tehnikai ir vairākas priekšrocības salīdzinājumā ar parastajām krāsošanas smidzināšanas metodēm, tostarp progresīva tehnoloģija, energoefektivitāte, drošība, uzticamība un spilgtas krāsas.
Pulverkrāsošanas darbības princips un process
Elektrostatiskā pulvera pārklājuma pamatprincips ir šāds:
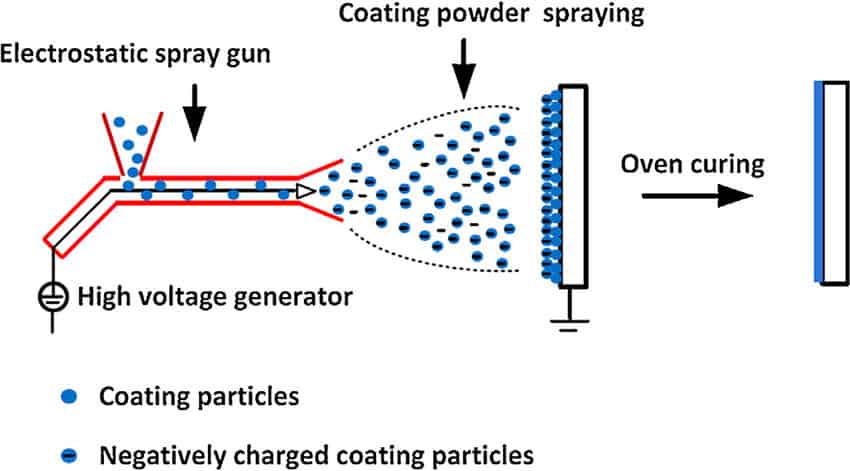
Plastmasas pulveri uzlādē augstsprieguma elektrostatiskās iekārtas. Elektriskā lauka ietekmē katra pulvera daļiņa kļūst par lādētu pārklājuma daļiņu. Elektrostatiskā spēka dēļ pulvera pārklājums, kas pazīstams arī kā plastmasas pulveris, vienmērīgi pielīp pie metāla sagataves, veidojot pulverveida pārklājumu. Pēc cepšanas augstā temperatūrā un dabiskās atdzesēšanas plastmasas daļiņas izkūst un veido blīvu un daudzveidīgu plānas plēves pārklājumu uz sagataves virsmas.
Elektrostatiskā pulvera pārklājuma procesa soļi:
Plastmasas pulveri uzlādē augstsprieguma elektrostatiskās iekārtas. Elektriskā lauka ietekmē katra pulvera daļiņa kļūst par lādētu pārklājuma daļiņu. Elektrostatiskā spēka dēļ pulvera pārklājums, kas pazīstams arī kā plastmasas pulveris, vienmērīgi pielīp pie metāla sagataves, veidojot pulverveida pārklājumu. Pēc cepšanas augstā temperatūrā un dabiskās atdzesēšanas plastmasas daļiņas izkūst un veido blīvu un daudzveidīgu plānas plēves pārklājumu uz sagataves virsmas.
- Iepriekšēja apstrāde:
Lai nodrošinātu pareizu pulvera saķeri ar metāla virsmu, tiek veikts priekšapstrādes process. Tas ietver attaukošanu, mazgāšanu ar ūdeni, mazgāšanu ar skābi, mazgāšanu ar ūdeni, fosfatēšanu, mazgāšanu ar ūdeni un žāvēšanu. Iepriekšēja apstrāde noņem no virsmas eļļu, rūsu un putekļus un izveido viendabīgu un raupju fosfāta plēvi, kas novērš rūsēšanu un uzlabo pulvera pārklājuma saķeri.

Malu aizsardzības barjera pirms pulverkrāsošanas
2. Elektrostatiskā izsmidzināšana:
Pulvera pārklājums tiek vienmērīgi izsmidzināts uz sagataves virsmas, izmantojot elektrostatiskās pievilkšanas principu. Augstsprieguma elektrostatiskā iekārta uzlādē pulvera daļiņas, kuras pēc tam tiek piesaistītas iezemētajai metāla sagatavei, veidojot pulvera pārklājuma slāni.

Automātiska pulverkrāsošana
3. Konservēšana augstā temperatūrā:
Pēc elektrostatiskās izsmidzināšanas apstrādājamo priekšmetu transportē konservēšanas krāsnī. Tas tiek uzkarsēts līdz iepriekš noteiktai temperatūrai (parasti ap 200°C) un tur šādā temperatūrā 15 uz 30 minūtes. Tas izkausē, izlīdzina un sacietē pulvera pārklājumu, iegūstot cietu un gludu apdari. Konkrētā cietēšanas temperatūra un laiks var atšķirties atkarībā no sagataves izmēra un veida.

Augstas temperatūras konservēšanas krāsns
4. Dzesēšana pēc sacietēšanas:
Pēc izņemšanas no konservēšanas krāsns sagatave tiek atdzesēta līdz normālai temperatūrai. Tas ļauj pārklājumam sacietēt un stabilizēties.
5. Dekoratīvā apstrāde (pēc izvēles):
Ja vēlaties, apstrādājamo detaļu var papildus dekoratīvi apstrādāt, lai iegūtu īpašus izskata efektus, piemēram, koksnes slāņus, rakstus vai spīdumu.

6 faktori, kas ietekmē pulverkrāsošanas iekārtu izsmidzināšanu
Pulvera daļiņu izmērs:
Pulvera daļiņu izmērs lielā mērā ietekmē maksimālo sasniedzamo pārklājuma biezumu. Palielinoties pulvera daļiņu izmēram, palielinās arī maksimālais pārklājuma biezums. Parasti pārklājuma biezums tiek kontrolēts diapazonā 40-120µm.

Izsmidzināšanas attālums:
Izsmidzināšanas attālums ir svarīgs procesa parametrs, kas kontrolē pārklājuma biezumu. Palielinot smidzināšanas attālumu, samazinās pārklājuma biezums un samazinās pulvera pārklājuma efektivitāte. Parasti izsmidzināšanas attālums tiek kontrolēts starp 100-300mm. Faktiskajā ražošanā izsmidzināšanas attālums ir jāpielāgo, pamatojoties uz pārklājamā objekta formu.
Pulvera plūsmas ātrums:
Pārklājuma biezumu ietekmē arī pulvera plūsmas ātrums. Elektrostatiskās izsmidzināšanas sākumposmā lielāks pulvera plūsmas ātrums rada biezāku pārklājumu. Tomēr vēlākos izsmidzināšanas posmos pulvera plūsmas ātruma palielināšanās noved pie pulvera pārklājuma efektivitātes samazināšanās. Parasti pulvera plūsmas ātrums jākontrolē diapazonā 70-1000g/min.
Objekta izmērs:
Pārklājamā objekta izmērs tieši ietekmē pārklājuma zonu. Tomēr elektrostatiskā smidzināšanas pistoles diametra ierobežojumu dēļ noteiktajā smidzināšanas laikā var nebūt iespējams sasniegt pilnīgu pārklājumu. Šādos gadījumos var būt nepieciešams palielināt smidzināšanas pistoļu skaitu un attiecīgi pielāgot pulvera pārklājuma kameras izmēru. Turklāt dažādām profilu formām jāizvēlas dažādi sprauslu veidi, piemēram, plakanas sprauslas sarežģītiem profiliem un sprauslas ar zvanveida deflektoriem plakaniem profiliem.

Manuāla pārklāšana
Izsmidzināšanas laiks:
Izsmidzināšanas laiks ietekmē pulvera nogulsnēšanās ātrumu. Ilgstošs izsmidzināšanas laiks palielina pulvera izlaidi, bet samazina nogulsnēšanās ātrumu, kā rezultātā pārklājuma biezums vairs nepalielinās. Tāpēc minimālais un piemērotais izsmidzināšanas laiks jānosaka ar eksperimentu palīdzību.
Atpakaļ jonizācija:
Atpakaļjonizācija attiecas uz parādību, kad pēc noteikta pārklājuma biezuma sasniegšanas turpmāka izsmidzināšana noved pie šūnveida caurumu veidošanās, kā rezultātā veidojas raupja virsma. Jo lielāks pārklājuma biezums, jo augstāks ir elektrostatiskais lādiņš un lielāka virsmas elektriskā lauka intensitāte, kas palielina lokālas izolācijas sabrukšanas un caurumu veidošanās iespējamību. Tāpēc ir svarīgi kontrolēt atbilstošu pārklājuma biezumu.
Secinājums
Vissvarīgākais, ražojot malu aizsardzības sistēma ir risināt problēmas, ko rada asu malu un stūru atrisināšana pārklāšanas procesā.
Ņemot vērā galvenos faktorus, kas ietekmē pulverkrāsošanas iekārtu uzklāšanu, mēs varam samazināt tādas problēmas kā nevienmērīgs pārklājuma biezums, pārmērīga pārklājuma uzkrāšanās un iespējamās pārklājuma kļūmes no malām līdz stūriem Tas ne tikai nodrošina vizuāli pievilcīgu apdari, bet arī nodrošina ilgstošu aizsardzību plašam objektu klāstam, kā rezultātā palielinās klientu apmierinātība un produkta panākumi.
Rīkojieties tūlīt, lai izpētītu augstas kvalitātes malu aizsardzības sistēmas, kas īpaši izstrādātas jūsu projekta un produktu vajadzībām. Konsultējieties ar ekspertiem šajā jomā, lai uzzinātu par labāko praksi un jaunākajiem sasniegumiem malu aizsardzībā.