
Introduction
Powder coating is a surface treatment that is often used when we manufacture edge protection systems. In order to achieve the best possible results, it is vital to understand the factors that affect the coating process of powder coating equipment. In this blog post, we will discuss six key factors that can significantly affect the effectiveness of powder coating application.
What is electrostatic powder coated?
Powder coating is a widely used surface treatment method where plastic powder is sprayed onto a product, It is also commonly referred to as electrostatic powder coating. This technique has several advantages over conventional spray painting methods, including advanced technology, energy efficiency, safety, reliability, and vibrant colors.
The working principle and process of powder coating
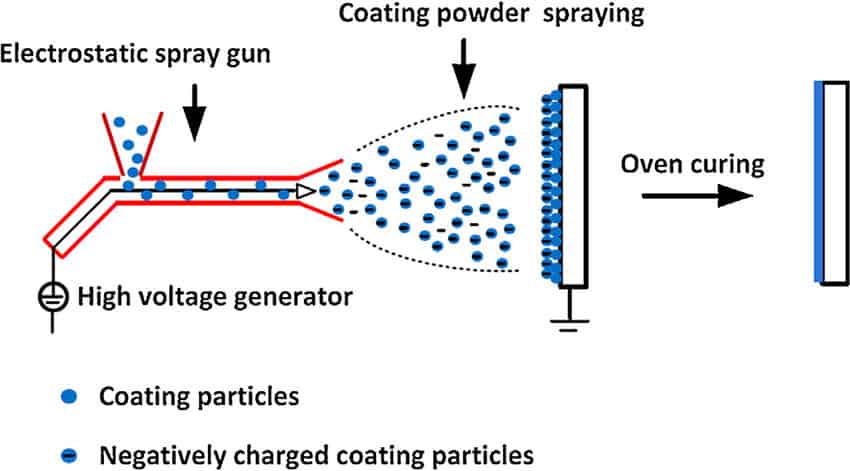
The basic principle of electrostatic powder coating is as follows:
Plastic powder is charged by high-voltage electrostatic equipment. Under the influence of the electric field, each powder particle becomes a charged coating particle. Due to the electrostatic force, the powder coating, also known as plastic powder, uniformly adheres to the metal workpiece, forming a powdered coating. After being baked at high temperature and naturally cooled, the plastic particles melt and form a dense and varied thin film coating on the surface of the workpiece.
The process steps for electrostatic powder coating:
Plastic powder is charged by high-voltage electrostatic equipment. Under the influence of the electric field, each powder particle becomes a charged coating particle. Due to the electrostatic force, the powder coating, also known as plastic powder, uniformly adheres to the metal workpiece, forming a powdered coating. After being baked at high temperature and naturally cooled, the plastic particles melt and form a dense and varied thin film coating on the surface of the workpiece.
- Pre-treatment:
To ensure proper adhesion of the powder onto the metal surface, a pre-treatment process is performed. This includes degreasing, water washing, acid washing, water washing, phosphating, water washing, and drying. The pre-treatment removes oil, rust, and dust from the surface and creates a uniform and rough phosphate film that prevents rusting and enhances the adhesion of the powder coating.

Edge Protection Barrier Before Powder coating
2. Electrostatic spraying:
The powder coating is evenly sprayed onto the surface of the workpiece using the principle of electrostatic attraction. High-voltage electrostatic equipment charges the powder particles, which are then attracted to the grounded metal workpiece, forming a powder coating layer.

Automatic Powder coating
3. High-temperature curing:
After electrostatic spraying, the workpiece is transported into a curing oven. It is heated to a predetermined temperature (typically around 200°C) and held at that temperature for 15 to 30 minutes. This melts, levels, and cures the powder coating, resulting in a solid and smooth finish. The specific curing temperature and time may vary depending on the size and type of the workpiece.

High Temperature Curing Oven
4. Cooling after curing:
The workpiece is cooled down to normal temperature after it is taken out of the curing oven. This allows the coating to solidify and stabilize.
5. Decorative treatment (optional):
If desired, the workpiece can undergo additional decorative treatments to achieve specific appearance effects such as wood grain, patterns, or gloss.

6 Factors Affecting Powder Coating Equipment Spraying
Powder Particle Size:
The size of powder particles largely influences the maximum achievable coating thickness. As the size of powder particles increases, the maximum coating thickness also increases. Typically, the coating thickness is controlled within the range of 40-120µm.

Spraying Distance:
Spraying distance is an important process parameter that controls the coating thickness. Increasing the spraying distance results in a decrease in coating thickness and a decrease in powder coating efficiency. Normally, the spraying distance is controlled between 100-300mm. In actual production, the spraying distance should be adjusted based on the shape of the object being coated.
Powder Flow Rate:
The coating thickness is also influenced by the powder flow rate. In the initial stage of electrostatic spraying, a higher powder flow rate results in a thicker coating. However, in the later stages of spraying, an increase in powder flow rate leads to a decrease in powder coating efficiency. Generally, the powder flow rate should be controlled within the range of 70-1000g/min.
Object Size:
The size of the object being coated directly affects the coverage area. However, due to the limitations of the electrostatic spray gun diameter, it may not be possible to achieve full coverage within the specified spraying time. In such cases, the number of spray guns may need to be increased, and the size of the powder coating chamber should be adjusted accordingly. Additionally, different nozzle types should be selected for different profile shapes, such as flat nozzles for complex profiles and nozzles with bell-shaped deflectors for flat profiles.

Manual Overcoating
Spraying Time:
The spraying time affects the powder deposition rate. Prolonged spraying time increases the powder output but reduces the deposition rate, resulting in no further increase in coating thickness. Therefore, the minimum and suitable spraying time should be determined through experiments.
Back-Ionization:
Back-ionization refers to the phenomenon where, after reaching a certain coating thickness, further spraying leads to the formation of honeycomb-like pinholes, resulting in a rough surface. The larger the coating thickness, the higher the electrostatic charge, and the greater the surface electric field intensity, which increases the likelihood of local insulation breakdown and the formation of pinholes. Therefore, it is important to control the appropriate coating thickness.
Conclusion
The most important thing when producing an edge protection system is to address the challenges posed by solving sharp edges and corners in the coating process.
By taking into account the key factors affecting the application of powder coating equipment, we can minimize problems such as uneven coating thickness, excessive coating build-up, and potential coating failures on edges to corners Not only does this ensure a visually appealing finish, but it also provides long-lasting protection for a wide range of objects, resulting in increased customer satisfaction and product success.
Take action now to research high-quality edge protection systems designed specifically for your project and product needs. Consult with experts in the field to learn about best practices and the latest advances in edge protection.